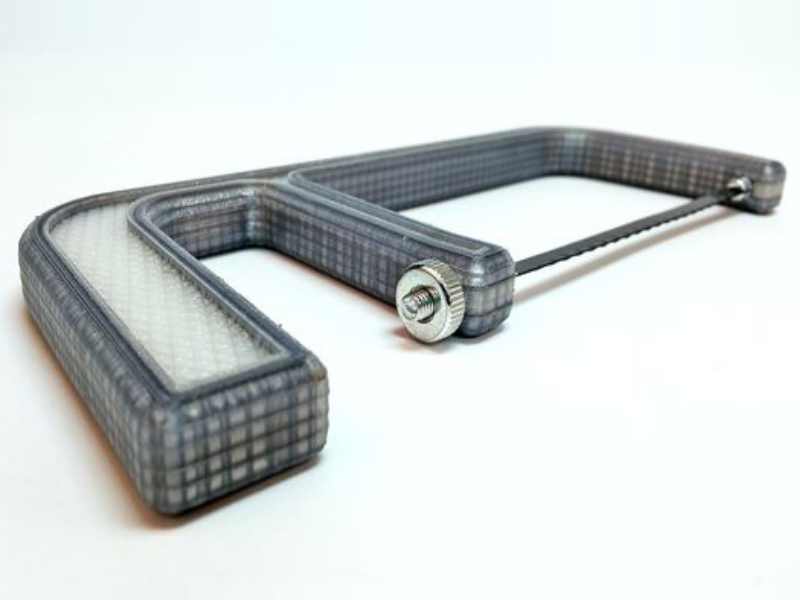
Umetanje nitni, matica, vijaka u štampane komade tokom samog procesa štampe, zbog odličnih mehaničkih karakteristika ovakve veze, ima višestruku primenu: ubrzava proces štampe, obezbeđuje željenu preciznost, dodaje vrednost mehaničkim odlikama prototipa ili alata, itd.
Markforged štampači koriste paralelno dve metode:
pauziranja štampe, umetanja metalnog elementa, i nastavak štampe
dodatno ojačavanje dela komada oko inserta pomoću kontinuiranih kompozitnih vlakana.
Kada primenjujemo ovu metode:
kada štampamo komad iz više segmenata pa želimo da obezbedimo čvršću mehaničku vezu nego što bismo to mogli lepljenjem, a zbog geometrije komada nije moguće rešiti geometrijskim alternativama (npr. lastin rep)
kada štampamo prototip kome je prema projektu funkcija da sadrži metalni umetak
kada štampamo prototip koji će kasnije biti proizveden od metala pa želimo da ga postavimo u sklop sa drugim metalnim elementima za šta nam je potrebna preciznost koju 3D štampa još uvek ne može da obezbedi ili bi prosto predugo trajalo sa podešavanjima na maksimumu finoće i uz dodatnu obradu nakon štampe i uklanjanja potkonstrukcije...


Nekoliko saveta za pripremu modela za štampu sa metalnim umecima:
tolerancije - dizajnirate otvor za umetak 0,05-0,08 veći sa svih strana od samog umetka kako bi došlo do direktnog naleganja štampanog materijala na umetak
gornja površina umetka - predvidite da gornja površina umetka, kada se štampa pauzira i umetak postavi na mesto, mora biti ispod površine koji će se prvi štampati nakon pauze kako ekstruder štampača ne bi udari u metalni umetak, a ukoliko gornja površina umetka nije ravna, možete ga prosto zatopiti lepkom koji će ujedno postati površina preko koje se štampaju dalji slojevi
orjentacija komada - jedna od najvažnijih stvari jeste kako orjentisati komad, kako biste precizno odredili kada ćete štampaču zadati da napravi pauzu
potkonstrukcija komada - obično se izbegava da se nalazi kod umetka jer možda nećete moći da mu priđete, ali postoji mogućnost da prosto uklonite potkonstrukciju na mestu gde ide umetak i da nastavite štampu samo sa njim
oblik umetka - iako danas nisu standardne kao heksagonalne matice, trouglasti ili kvadratni elementi zapravo su najpogodniji za ovu metodu s obzirom da ne mogu da "zglajznu" u plastičnom ležištu (naravno, ovo je samo preporuka, Markforged metoda spajanja vijcima testirana je i preporučena za standardne heksagonalne matice).
X, Y ili Z osa?
Naravno, inserte poput matice najjednostavnije je postaviti po X i Y osi, to jest u horizontalnom položaju i tu nema preterane mudrosti. Kao što je već pomenuto, dodajte 0,05mm u modelu komada, to jest, kada se saberu tolerancije sa dve strane, otvor će biti po prečniku širi od inserta za 0,1mm.
Ako ne želite (i ne morate) da komplikujete i menjate geometriju komada deleći ga u segmente, ponekad ćete imati potrebu da vršite insert i po Z osi, što bi značilo da bi u samom otvoru mogla da se pojavi potkonstrukcija koja treba da drži gornje slojeve štampe... Ali ne!
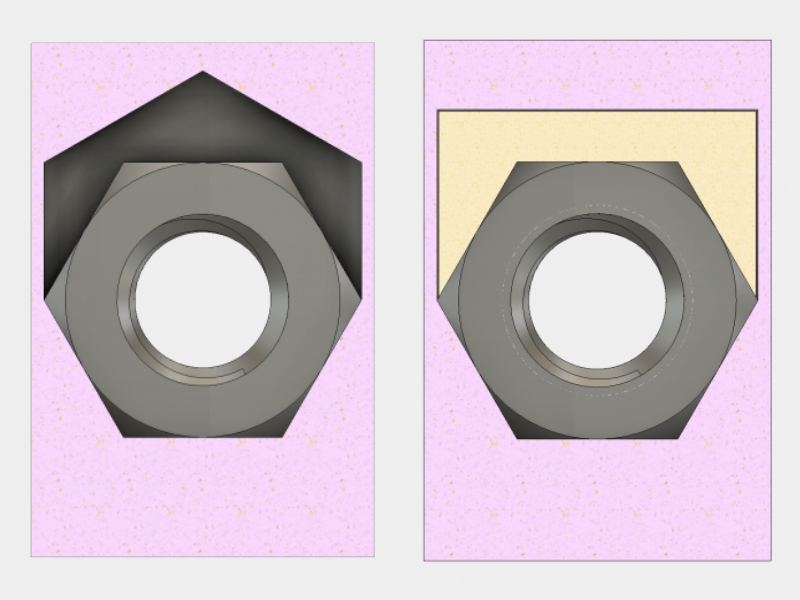
Markforged u ovom slučaju preporučuje da štampate veći otvor sa kosinama da izbegnete kreiranje potkonstrukcije (primer na slici levo).
Druga mogućnost je da štampate prateći vertikalu najšireg dela inserta, da pauzirate štampu, zatim da dodate odštampan poseban deo koji ćete umetnuti sa "gornje" strane matice, kako biste nastavili sa štampom (primer na slici desno).
Isti metod možete da primenite i kada matica (navojnica) treba da se nađe pod nekim drugim uglom u komadu - štampate čist geometrijski otvor, a onda posebno štampate u X-Y osi umetak (ili čak i navoj) u koji će da ide umetak od metala.
Ukoliko nameravate da koristite umetanje metalnih elemenata za sklapanje štampanih komada od segmenata, preporučujemo tekst Segmentiranje elemenata i sastavljanje prototipa u 3D štampi
Umetanje metalnih elemenata u Markforged štampane komade