Kako prevazići problem dimenzije komada koja predstavlja jedno od standardnih ograničenja većine 3D štampača koji se profesionalno koriste u industriji? Zašto najbolje rešenje nije uvek prosto štampati na uređaju veće zapremine? Zašto i kada komad treba štampati iz segmenata i kada je moguće da ceo stane u radnu zapreminu mašine koju koristimo?
Napomena: Ovaj tekst prvenstveno se odnosi na 3D štampače nižeg cenovnog ranga (500 do 50.000 EUR), ali ne i na specijalizovana profesionalna rešenja za štampu velikih komada (preko 500mm).
Zašto segmentirati velike elemente u 3D štampi?
Razloga su najmanje tri: cena, kvalitet i fleksibilnosti rada, a zatim i brzina, homogenost strukture i materijala, itd.
Faktor brzine
Ako jedan veliki štampač proizvodi komad za 10 sati, dva manja štampača proizvešće isti komad duplo brže, to jest, za 5 sati.
Međutim, segmentiranje komada je dobra opcija i onda kada je moguće da ceo komad bude urađen u radnoj zapremini koju imamo!
Naime, često je geometrija komada koji se koriste u industriji (alati, pribor, neki mašinski prototipovi), takva da se može podeliti u više komada što ima nekoliko prednosti:
- štampamo segmente u orjentaciji koja nam je najpovoljnija – na primer, cev ili cilindar orjentišemo vertikalno i kada nemamo dovoljno visine (Z osa) za štampu celog komada, umesto horizontalno (X ili Y osa) jer tako kružni poprečni presek traži mnogo materijala za podršku koji treba uklanjati, i pitanje koliko takva orjentacija može nepovoljno uticati na kvalitet štampe i površina komada
- štampamo segmente sa manjim pomeranjem po Z osi – to jest, podelimo komad tako da većim delom leži na radnoj površini, što znači manje materijala za podršku, znatno veća brzina štampe, bolja površina, itd.
- štampamo segmente tako da maksimizujemo mehaničke karakteristike komada – na primer, da bismo bolje orjentisali unutrašnju ispunu/konstrukciju, a kod Markforged štampača to nam omogućava da bolje orjentišemo kompozitna vlakna.
Faktor cene
Zbog brojnih problema koji se javljaju u procesu 3D štampe većih komada (veće temperaturne razlike, veće dilatacije, manja postojanost geometrije, veći izazov za materijal i konstrukciju za podršku komada u procesu štampe), i cena uređaja eksponencijalno raste sa dimenzijama radne zapremine. Tako, na primer, ista tehnologija štampe, istog proizvođača, sa 30% razlike u radnoj zapremini, čini da veći uređaj lako košta dva ili tri puta više.
Faktor kvaliteta
Ne, štampa iz jednog komada ne znači obavezno i viši kvalitet štampe!
Već smo pomenuli probleme štampe većih komada koje proizvođači prevazilaze hardverskim i softverskim unapređenjima, ali, zbog kompleksnosti problematike, često nema naročitih garancija da će cena većih uređaja opravdati sebe kvalitetom štampe koji isporuči.
Faktor fleksibilnosti i modularnosti
Segmentiranje komada za štampu omogućava da testiramo varijable dizajna štampajući samo onaj detalj komada koji se menja što znatno utiče na cenu proizvodnje prototipova, brznu testiranja i isporuke proizvoda na tržište.
Takođe, možemo štampati deo ili proizvod po bilo kojim karakterističnim presecima tako da imamo detaljan prikaz za jednostavniju komunikaciju na projektu.
Kako dobiti velike delove na "malom" štampaču
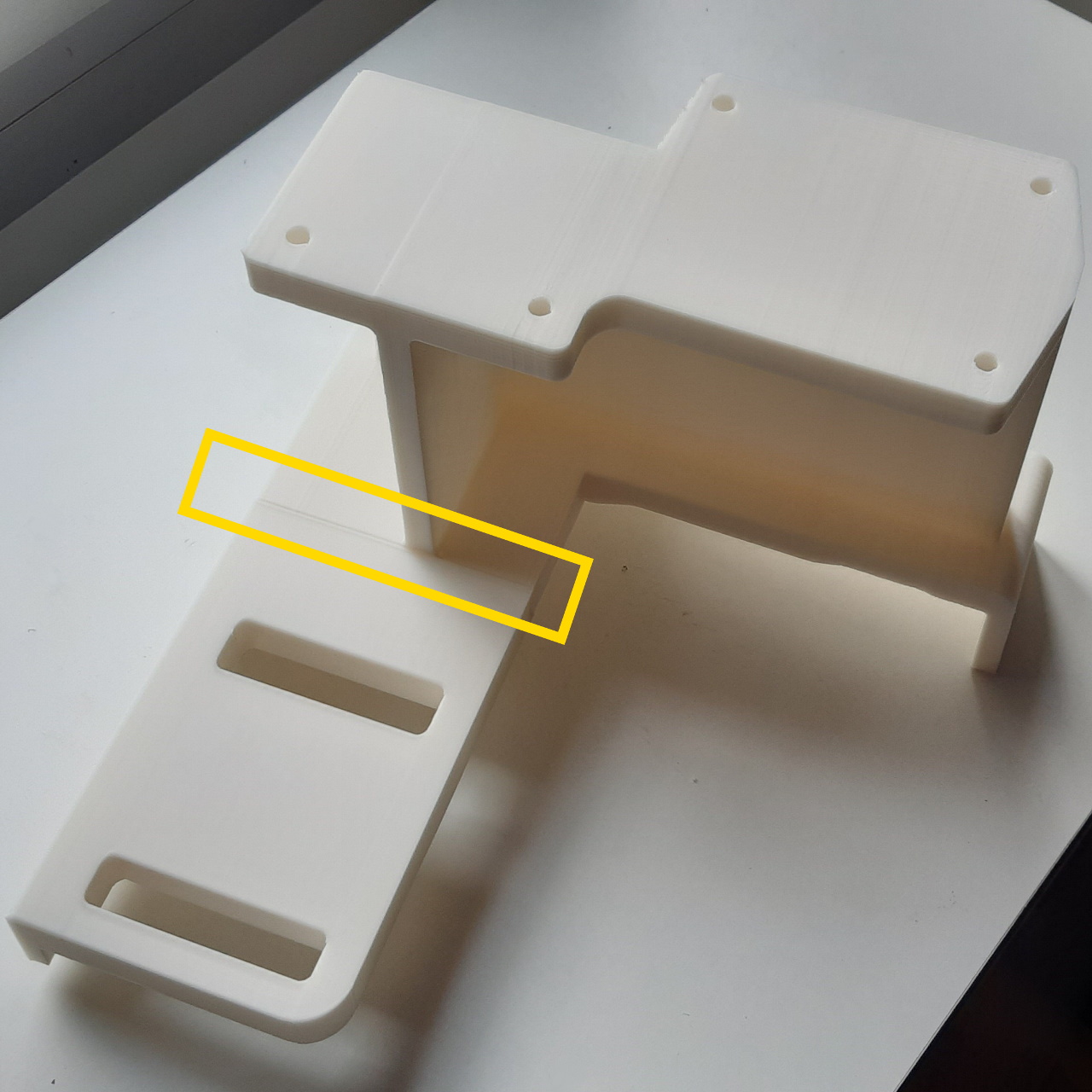
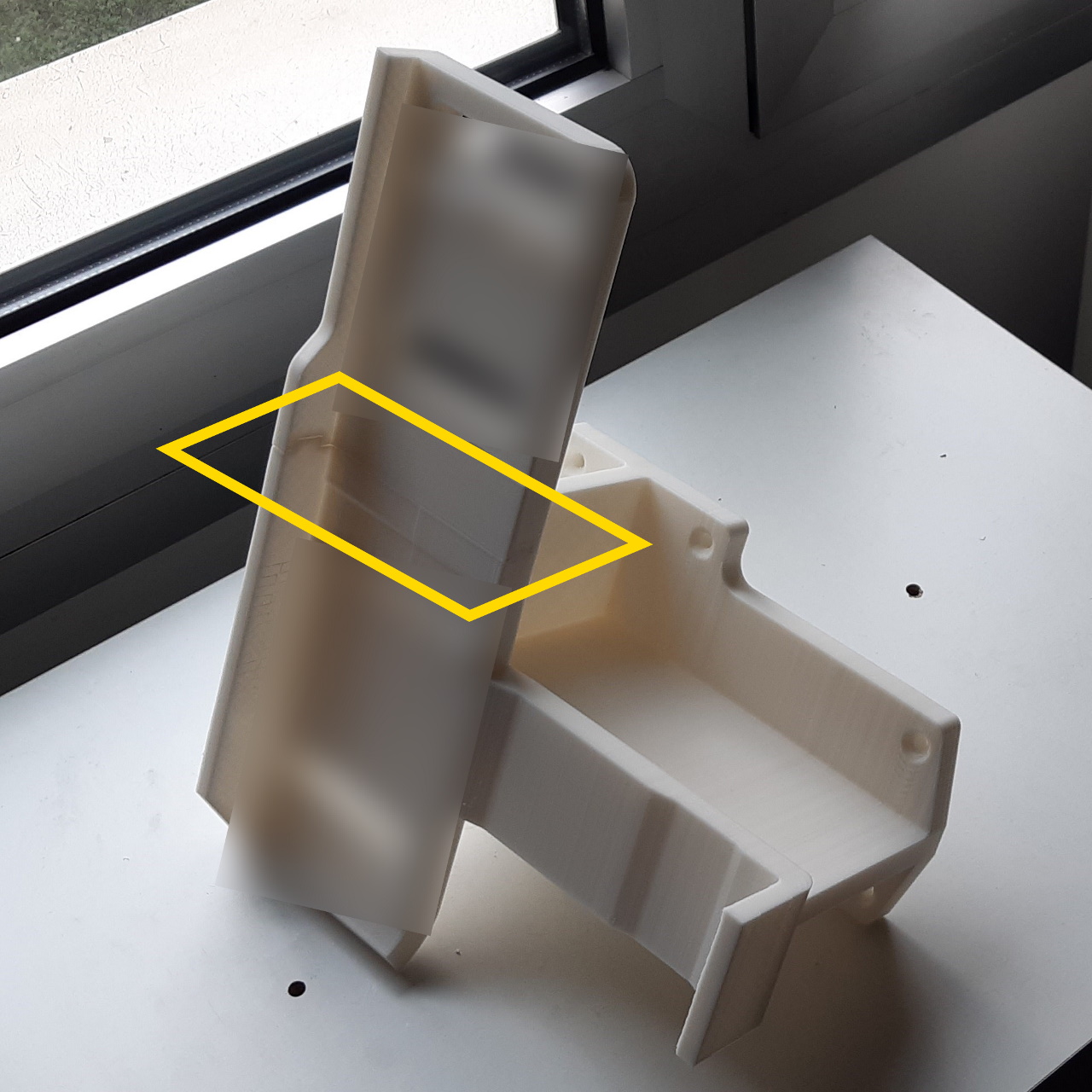
Jednostavno spajanje "lastinim repom" bez upotrebe lepka
Napomena: Prilikom deljenja delova za prosto mehaničko spajanje lastinim repom potrebno je napraviti ofset u geometriji. Na primeru ispod radili smo 0,15mm ofset sa svake strane u odnosu na liniju podele komada za ukupno 0,3mm zazora. U FDM štampi koja nije poznata kao najpreciznija tehnologija, ovo je sasvim dovoljno da ostavi prostora za sitne nepravilnosti oba dela koje se u spoju sabiraju. Drugi trik je blago šmirglanje dela u donjoj zoni (ukoliko je štampan direktno na ploči) jer može doći do blagog razlivanja prvih slojeva koji nije uvek vidljiv golim okom (u desetinu mikrona), ali prosto znate po iskustvu i teoriji da je "tu" i da može da oteža uklizavanje jednog u drugi komad. Nakon toga, uz par blagih udaraca čekićem deo je legao na mesto i nema apsolutno nikakvo pomeranje. Kod robusnijih delova možete praviti i robusnije spojeve (ovde je lastin rep oko 5mm), i veće zazore da biste bili sigurni da će se deo lepo sklopiti..


Faktor sigurnosti poslovanja
Svako ko aktivno koristi 3D štampu zna da se s vremena na vreme desi neki feler (pukne filament, zabrlja se laser), i ujutru kada dođete na posao po komad koji ste ostavili na štampi tokom noći, zatekne vas prizor pomršenog klupka od filamenta ili zaustavljene štampe „na pola posla“. Kada komad štampate iz manjih segmenata to je odlaganje završetka za pola dana ili dan, ali kada štampate jedan veći komad, a problem se javi posle 24, ili 48 sati štampe, to je i ozbiljnije odlaganje, uz večitu bojazan da li će se problem ponoviti već prilikom sledećeg pokretanja štampe.
Ostali važni faktori za segmentiranje komada
Sad kad smo načelno pojasnili da veći štampači nisu obavezno i bolji (štaviše!), i da je segmentirana štampa elemenata, i njihovo kasnije sastavljanje, sasvim legitimna i često poželjnija opcija, pozabavićemo se parametrima o kojima treba voditi računa u ovom procesu.
Važni faktori za 3D štampu komada većih dimenzija, segmentiranih u delove koji se sastavljaju:
- tolerancije – zavisno od tehnologije, geometrije komada, i drugih faktora, nekada zapravo može biti preporučljivo da se komad segmentira i štampa iz delova jer svaki pojedinačni, manji deo, može postići bolje tolerancije
- funkcija dela – spoj segmenata jednog dela često može dobiti ulogu ojačanja prototipa kako bi bliže odgovarao konačnom elementu ili proizvodu (npr. štampa poluga, većih kutija, itd)
- način sastavljanja segmenata jednog dela – na inženjeru je zadatak da, u skladu sa primarnim karakteristikama štampanog komada, odredi i način sklapanja (na primer, ako je primarna estetika to će biti lepljenje, ako je primarna jačina i funkcija nekog alata za stezanje ili stalka alata onda se primenjuju metode ankerisanja ili spajanja vijcima)
- uklapanja – sastavljanje segmentiranog dela treba definisati tako da ne remeti osnovnu ulogu komada u celini (na primer, ako štampamo kutiju nekog uređaja, moramo paziti da dodaci koje smo predvideli za sastavljanje prototipa ne smetaju za ubacivanje elektronike, motora, kablova)
U navedenim faktorima leži i odgovor na pitanje kako ćemo segmentirati komad: po kom pravcu, sa ili bez elemenata za sklapanje segmenata (osim ako ćemo samo lepiti), da li ćemo deliti komad u dva, tri ili više delova, da li ćemo primeniti potpuno drugačiju strukturu istog sklopa kako bismo ga prilagodili 3D štampi za proizvodnju prototipa, itd.
Uticaj dimenzije na cenu uređaja
Sindoh 3D WOX serija FDM štampača
Sindoh FDM štampači dele zajednički softver, hardverska rešenja, materijale, i glavna razlika jeste u dimenzijama, tako da predstavljaju odličan praktičan pokazatelj kako dimenzija 3D štampača utiče na cenu: isti proizvođač, isti materijali a različite dimenzije...
Napomena: Sindoh je jedan od najpoznatijih brendova 3D štampe koji ima partnerski odnos sa SolidWorks softverom (postoji i besplatan SolidWorks Add-in za Sindoh), a preporučuje ga i MIT za Fablab širom sveta kao najbolji odnos cene i kvaliteta.
Saveti i ideje za redizajn segmenata za 3D štampu
Posmatrajte celinu – Na primer, ako želimo da štampamo rešetkastu prizmu većih dimenzija (stočić, stolica, polica, ram uređaja i sl), umesto štampe profila koji će u proizvodnji biti sklapani na krajevima nekim ugaonim elementima (ili čvorovima), možemo redizajnirati sklop tako da ugaoni elementi „dobiju krake“ koji će se međusobno preklopiti i formirati štapove i ceo ram. Izgledaće isto kao originalni dizajn, samo će konstruktivno biti jače nego da smo tehnologijom štampe prosto direktno oponašali konstrukciju koja će biti od drveta ili metala.
Orebrite površinu – Ako vam je važan izgled samo jednog lica neke površine ljuske (ambalaže, poklopca, kutije), unutrašnju stranu možete orebriti. Dodavanjem rebara ukrutićete površinu, stvoriti veću površinu na mestu spoja, obezbediti potkonstrukciju za dodavanje većih elemenata za spajanje segmenata (na primer, „L“ pločica za sastavljanje vijcima i slično).
Osmislite ukrućenja spoja segmenata i celog sklopa – Primenite u dizajnu komada za 3D štampu sve što će učiniti sklop snažnijim i pogodnijim za testiranje prototipa.
Metode spajanja segmenata 3D štampe
(nemaju sve tehnologije i štampači ove mogućnosti)
Spajanje segmenata štampanih komada (samo) mehanički
Kreiranje mehaničke veze između segmenata može biti najjednostavnije rešenje, naročito kod prvih prototipova kada vršimo inicijalnu proveru dizajna (u pogledu estetike, dimenzija, funkcije).
Tipovi integrisanih (takođe štampanih) mehaničkih veza kojima možemo sastavljati štampane segmente:
- navoj – kod štampe dužih štapova ili cevi možemo jednostavno dodati navoj i štampati više segmenata cevi koju ćemo jednostavno sklopiti po završetku štampe
- lastin rep (klizno uklapanje) – ovaj spoj možemo dodati u okviru zadate geometrije komada, ili dodavanjem detalja za uklapanje prototipa
- čivija – ravan ili blago konusni klin, sa ili bez glave, sa ili bez žljeba, fiksiran za jedan segment, ili nezavisan, predviđen da se uklopi u jedan pa u drugi segment, itd.
Naravno, na inženjerskom geniju korisnika ostaje sloboda da primeni, redizajnira, kombinuje, ili osmisli potpuno nov način uklapanja.
Spajanje segmenata štampanih komada metalnim vijcima
Kada svoj model pripremate za 3D štampu lako ćete u 3D CAD softveru dodati otvore bilo gde na komadu, ili dodati geometriju na komad koja će sadržati i rupu za spajanje metalnim vijcima.
Markforged 3D štampači ovde se posebno izdvajaju jer ima posebno definisane tehnike koje vam u ovome mogu pomoći:
- Markforged preporuke za sklapanje elemenata u 3D štampi (i fiksiranje 3D štampanog komada na radnu površinu - za kontrolnike i alate za stezanje za procese zavarivanja i sl). Saznaj više...
- Umetanje metalnih matica i navoja - integracija metalnih elemenata u štampani komad. Saznaj više...

Sklapanje segmenata štampanih komada (samo) lepljenjem
Lepljenje je najjednostavniji postupak sastavljanja segmenata u 3D štampi, i ima dva relativno jednostavna pravila…
1. Povećajte kontaktnu površinu – Na primer, ako iz segmenata štampate kutiju, ljusku, tanju površinu, onda dodajte „prsten“ ili „traku“ na mestu spoja kako biste dobili adekvatnu površinu za neophodnu količinu lepka (dimenzije naravno zavise od ukupnog gabarita komada, procenjenih mehaničkih zahteva prototipa, itd).
2. Pazite na hemijske uticaje – Želimo da budemo sigurni da koristimo adekvatan lepak koji neće nagrizati materijal korišćen u procesu 3D štampe, i zato treba naći preporuku proizvođača, odnosno tražiti informacije od dobavljača uređaja/materijala o lepku koji je preporuka za korišćenje (to obično nisu neki „egzotični“ proizvodi koje ćete teško naći na tržištu, na primer, Markforged preporučuje Loctite 401).

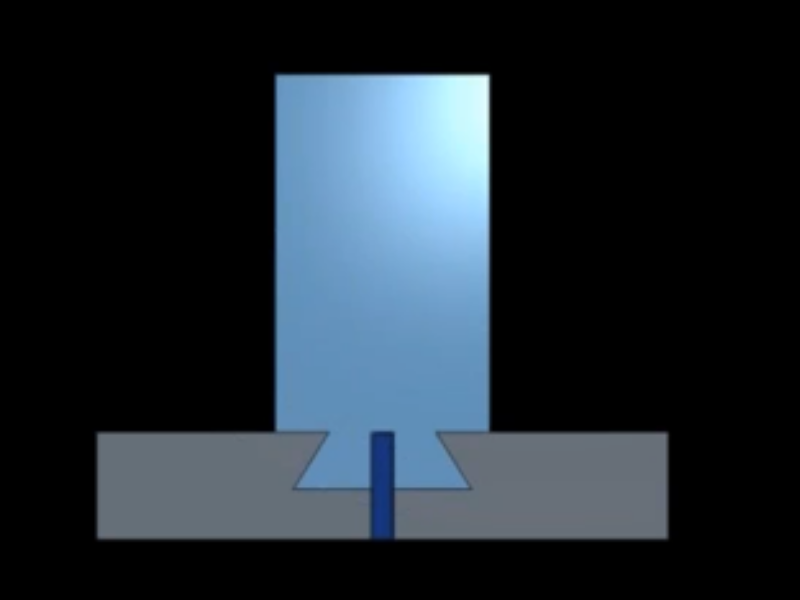
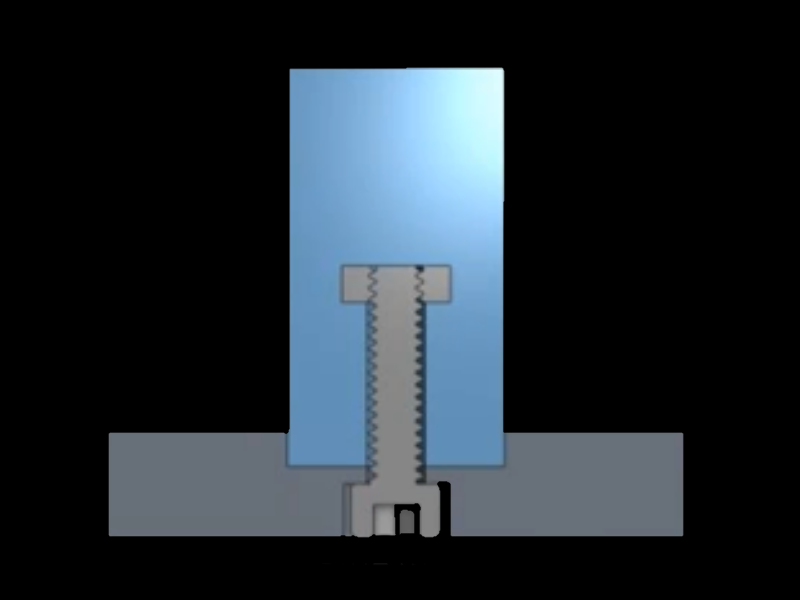
Spajanje segmenata štampanih komada standardnim čivijama i vijcima
Često je najjednostavnije predvideti spajanje štampanih segmenata standardnim vijcima (sa ili bez matice), prostim bušenjem segmenata ili predviđanjem rupe za čivije i vijke, sa ili bez ispune sa lepkom.
Moguće je i ubacivati standardne navrtke u predviđene rupe u štampanom segmentu, a kod nekih štampača moguće je i pauzirati štampu, postaviti navrtku, vijak ili čiviju od metala, i nastaviti sa štampom tako da metalni element bude praktično integrisan u štampani komad.
Naravno, i čivije i vijci i navrtke mogu biti štampani od istog materijala od kog i komad, ali ova opcija zahteva preciznije mašine i tehnologije štampe, naročito kada govorimo o prečnicima vijaka do 5mm.
Solfins preporuka za više informacija: Markforged preporuke za sklapanje štampanih elemenata
Segmentiranje elemenata i sastavljanje prototipa u 3D štampi